Joanna Kowalkowska
2021-11-19
Historie sukcesu
LOTOS Asfalt optymalizuje produkcję i zużycie mediów z systemem zarządzania produkcją AVEVA MES [dawniej Wonderware MES]
LOTOS Asfalt optymalizuje produkcję i zużycie mediów z systemem zarządzania produkcją AVEVA MES [dawniej Wonderware MES]
Pojęcie „system klasy MES” często pojawia się w rozważaniach o nowoczesnym zarządzaniu produkcją. Jako realizacja, to jednak wciąż jeszcze przyszłość – wdrożenie systemu w praktyce bywa trudno wyobrażalne dla wielu zakładów. Historia wprowadzenia MES u czołowego producenta asfaltu przekonuje, że jest to nie tylko możliwe, ale również bardzo opłacalne.
Co to znaczy: MES?
Definicja systemów klasy MES wprowadzona przez organizację MESA International brzmi: „System MES (Manufacturing Execution System) ma na celu dostarczenie informacji, która pozwala na optymalizację operacji produkcyjnych począwszy od procesu zamówienia, aż do etapu dostarczenia produktów gotowych”. Manufacturing Execution System to w polskim tłumaczeniu system do prowadzenia produkcji. Systemy MES automatycznie gromadzą informacje, które umożliwiają śledzenie bieżącego i historycznego przebiegu produkcji, wydajności maszyn i jakości produkcji. Automatyzacja gromadzenia danych daje gwarancję ich wiarygodności. Zadaniem tych platform jest także szybkie udostępnianie rzetelnych informacji o szczegółach zleceń produkcyjnych – aktualnie realizowanych i historycznych. Wszystko to służy zwiększaniu efektywności korzystania z istniejących zasobów oraz podnoszeniu zdolności produkcyjnych – przy zachowaniu wysokiej jakości produkcji.
Lider z wizją
Grupa LOTOS jest drugą co do wielkości rafinerią ropy naftowej w Polsce. W jej skład wchodzi wiele spółek, a wśród nich LOTOS Asfalt, jeden z czołowych producentów asfaltu w Europie, oraz krajowy lider w sprzedaży zaawansowanych technologicznie asfaltów modyfikowanych MODBIT i WMA. Pozycja lidera stawia określone wymagania. Największym wyzwaniem dla spółki LOTOS Asfalt jest podążanie za trendami rynkowymi oraz spełnianie bardzo ostrych norm prawnych dotyczących emisji gazów do atmosfery oraz innych wymogów ochrony środowiska. Klienci oczekują niskich cen produktów przy zachowaniu ich wysokiej jakości.

Szef dywizji, Mariusz Pacana, który odpowiada za produkcję w LOTOS Asfalt, po objęciu nowej funkcji szukał sposobów spełnienia tych wymogów i podniesienia rentowności produkcji. Niemal gołym okiem można było dostrzec, gdzie proces produkcji może być bardziej efektywny, jednak trudno było ten potencjał dokładnie oszacować i wykorzystać w praktyce. Największym obciążeniem był koszt mediów energetycznych – gazu, pary i energii elektrycznej. Pierwszym krokiem do ograniczenia tych kosztów była decyzja o rozpoczęciu procesu monitoringu mediów, która wiązała się z koniecznością zbudowania odpowiedniego systemu. Zakład dysponował co prawda szeregiem pomiarów i wskaźników opisujących przebieg produkcji, jednak dane te były rozproszone w kilku systemach informatycznych i produkcyjnych. Nie było jednej platformy, która online, w czasie rzeczywistym, skupiałaby i przetwarzała tysiące danych, które przez 24 godziny na dobę napływają z urządzeń pomiarowych, liczników, analizatorów, systemów laboratoryjnych i systemów przetwarzania danych zainstalowanych w Grupie LOTOS.
Najwyższy standard zarządzania produkcją
Zapadła decyzja, żeby rozwiązać ten problem poprzez zbudowanie jednej platformy gromadzącej wszystkie sygnały – systemu klasy MES. Wybrano takie rozwiązanie, aby zapewnić najwyższe standardy jakości zarówno w sferze zarządzania spółką, jak i w procesach produkcji. „W roku 2009 rozpoczęliśmy prace koncepcyjne, a w roku 2012 opracowaliśmy pełną koncepcję i rozpoczęliśmy wdrożenie systemu w pionie produkcji” – wspomina Dyrektor Mariusz Pacana. Zdaniem inicjatora projektu, obok typowych wyzwań technicznych, jakim jest integracja dużej ilości danych z rozproszonych systemów, największym wyzwaniem było przekonanie załogi do nowego systemu. „Udało się to osiągnąć przez początkowe zaangażowanie wybranych członków załogi. Następnie stopniowo, wraz z postępem projektu, angażowaliśmy coraz więcej pracowników” – ujawnia Mariusz Pacana.
CEL:
• zmniejszenie kosztów mediów energetycznych
• spełnienie norm ochrony środowiska w zakresie emisji gazów cieplarnianych
• podniesienie konkurencyjności produktów LOTOS Asfalt na rynku
WYZWANIE:
• edukacja zespołu LOTOS Asfalt w zakresie korzyści z wdrażania systemów
• stworzenie interdyscyplinarnego zespołu ok. 60 osób do pracy w projekcie
• integracja rozproszonych danych z wielu różnych systemów produkcyjnych i informatycznych
• integracja z systemem SAP
Nad przygotowaniem koncepcji, a następnie nad jej realizacją, pracował zespół składający się z pracowników pionu produkcji, finansów i logistyki. Ogólnym celem była poprawa efektywności funkcjonowania instalacji produkcyjnych LOTOS Asfalt. W pierwszym etapie stopniowo wyłonił się zarys funkcjonalności systemu: miał on gromadzić wszystkie wymagane dane opisujące zużycie mediów energetycznych, wyliczać kluczowe wskaźniki w czasie rzeczywistym, elektronicznie obsługiwać zlecenia produkcyjne, zarządzać efektywnością procesów produkcyjnych, a także automatyzować komunikację z SAP oraz systemami Laboratorium Grupy LOTOS. Na tym etapie Mariusz Pacana zwrócił się do konsultantów ASTOR z zapytaniem o możliwość realizacji tak zarysowanych potrzeb. Okazało się to możliwe na zasadzie ścisłej współpracy – w oparciu o wiedzę pracowników LOTOS Asfalt i metodyki firm wdrożeniowych oraz przy wykorzystaniu systemu AVEVA MES i AVEVA Enterprise Integrator, dostarczonych przez ASTOR.

Nowe możliwości: MES w LOTOS Asfalt
„MES jako system informatyczny daje nam przede wszystkim możliwość kontroli bieżących parametrów produkcji oraz produkcję na czas, zgodną z planem” podkreśla Mariusz Pacana.
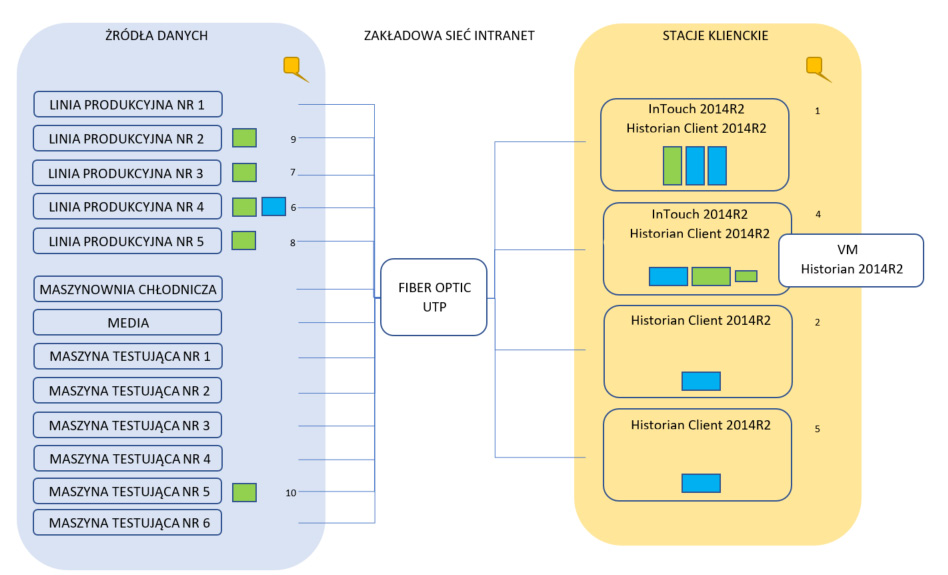
Z punktu widzenia dyrektora odpowiedzialnego za produkcję, istotny jest natychmiastowy wgląd w kluczowe wskaźniki biznesowe – dotychczas rozproszone w systemach SAP, LIMS (Laboratorium), PHD (baza danych DCS) oraz SCADEN (system rozliczeń energii). System MES w LOTOS Asfalt zbudowano tak, by wartościowe informacje lub dane były widoczne „na pierwszy rzut oka”. „Wszystko znajduje się w jednej bazie danych, dzięki czemu można te dane agregować, wyliczać wskaźniki procesowe, biznesowe, produkcyjne oraz efektywnościowe” – dodaje Jarosław Zielonka, konsultant ASTOR.
Od strony ułatwienia zadań pracowników odpowiedzialnych za poszczególne etapy produkcji istotne jest przede wszystkim możliwość precyzyjnego planowania produkcji – tak, by optymalizować dostępność instalacji produkcyjnych względem napływających zamówień, ale także odtworzenie w systemie genealogii procesu wytwarzania – co pozwala optymalizować koszty, przy zapewnieniu najwyższej jakości produktów oraz realizacja produkcji zgodnie z recepturą – co pozwala kontrolować zużycie materiałów, w tym wyłapywać odchylenia wobec receptury. Na podstawie danych z MES technolodzy mają również możliwość optymalizacji receptur wzorcowych w SAP – co również pozwala obniżać koszty wytworzenia poszczególnych rodzajów asfaltu, przy zachowaniu ich jakości.
Realizacja tych trzech celów jest możliwa dzięki gromadzeniu danych o przebiegu produkcji z różnych źródeł w jednej bazie danych, elastycznemu raportowaniu i swobodnemu dostępowi do danych, oraz poprzez kontrolę realizacji receptury poprzez wizualizację kluczowych wskaźników na ekranie systemu MES . „Wcześniej przebieg produkcji liczyliśmy, można powiedzieć, w zaokrągleniu, do pół tony. Teraz mamy dokładne informacje” – mówi Piotr Dąbek, Mistrz Produkcyjny w LOTOS Asfalt. – „MES pokazuje nam, gdzie popełniamy błędy. W takiej sytuacji mamy mechanizmy, które sami, jako mistrzowie, uruchamiamy. Ewentualnie szukamy wsparcia i kontaktujemy się z technologiem” – dodaje. Szczególnie ciekawą funkcją systemu MES jest automatyczne rozliczanie produkcji, poprzednio wykonywane poprzez odręczne wprowadzanie danych do arkuszy Excel.

„Dziś przychodząc do pracy wiem, co jest zaplanowane. Na ekranie widzę numery zleceń, obserwuję postęp produkcji, wiem, ile mam czasu. Wcześniej musiałem wypełniać raporty w Excelu, teraz mogę ten czas przeznaczyć na przykład na rozplanowanie zmian i urlopów” opowiada Piotr Dąbek
System MES oprócz funkcji zarządzania operacjami produkcyjnymi, gromadzeniem danych oraz wyliczaniem wskaźników efektywnościowych posiada również rozbudowane środowisko projektowe. Obecnie generuje on 50 raportów podzielonych na kilka sekcji – technologiczne, efektywnościowe, produkcyjne i planistyczne. Wśród nich jest również rejestracja dobowej emisji CO2.
Zużycie mediów energetycznych – w złotówkach
„LOTOS Asfalt prowadzi działania, których celem jest podniesienie efektywności energetycznej, między innymi poprzez obniżenie zużycia mediów energetycznych. Operacje te pozwalają nam obniżyć koszty produkcji, koszty magazynowania i ekspedycji wyrobów, oraz zmniejszyć ilość odprowadzanych do atmosfery gazów cieplarnianych”
podkreśla Wiesław Acela, Kierownik Działu Technologii i Ochrony Środowiska w LOTOS Asfalt.
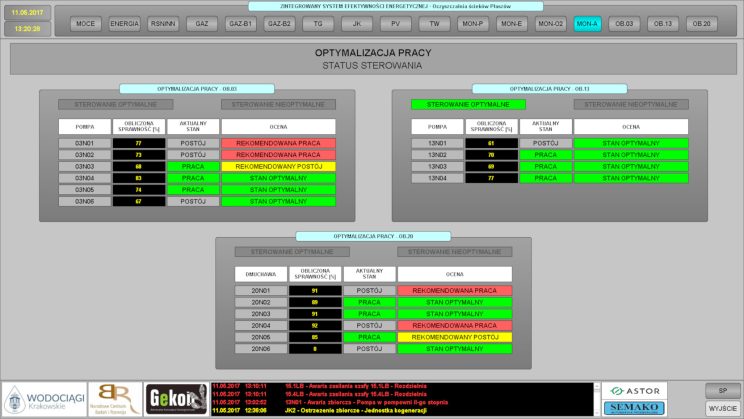
System MES w zakładzie ma wbudowane innowacyjne narzędzie, które pomaga oszczędzać energię w codziennych działaniach. W trakcie tworzenia systemu, gdy parametry zużycia mediów były już widoczne dla obsługi produkcji i menedżerów, pojawił się pomysł, żeby w przystępny sposób przedstawić cele oszczędności mediów ludziom odpowiedzialnym za ich zużycie na produkcji. „Oprócz typowych wskaźników pokazywanych w jednostkach zużycia mediów, pokazujemy również bieżące koszty tych mediów w złotówkach” – nie ukrywa zadowolenia Mariusz Pacana. Pomysł okazał się bowiem sukcesem i zużycie mediów energetycznych w LOTOS Asfalt spadło bardzo znacząco. „Zakładaliśmy zwrot kosztów inwestycji w ciągu 2 lat, natomiast system zwrócił się po roku użytkowania” – mówi Dyrektor. Główne źródło oszczędności, to właśnie zmniejszenie kosztów mediów. Część sukcesu w oszczędnościach wynika z prostej gospodarności pracowników obsługujących instalacje. „Czasem jest to prozaiczne wyłączenie jednego urządzenia, na przykład silnika, które napędza pompę” – wyjaśnia mistrz produkcyjny Piotr Dąbek.
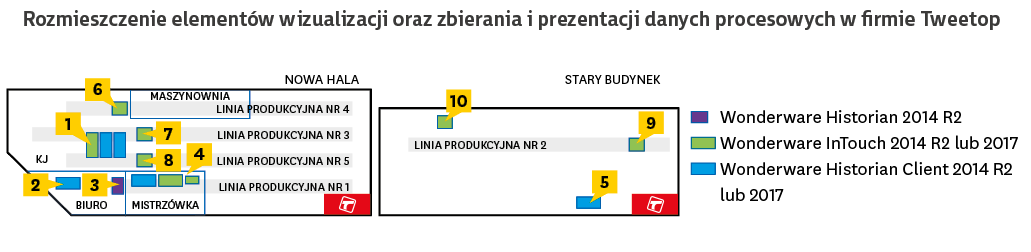
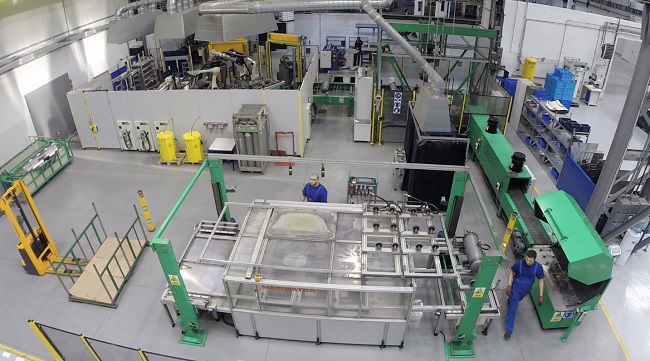
System od strony technicznej
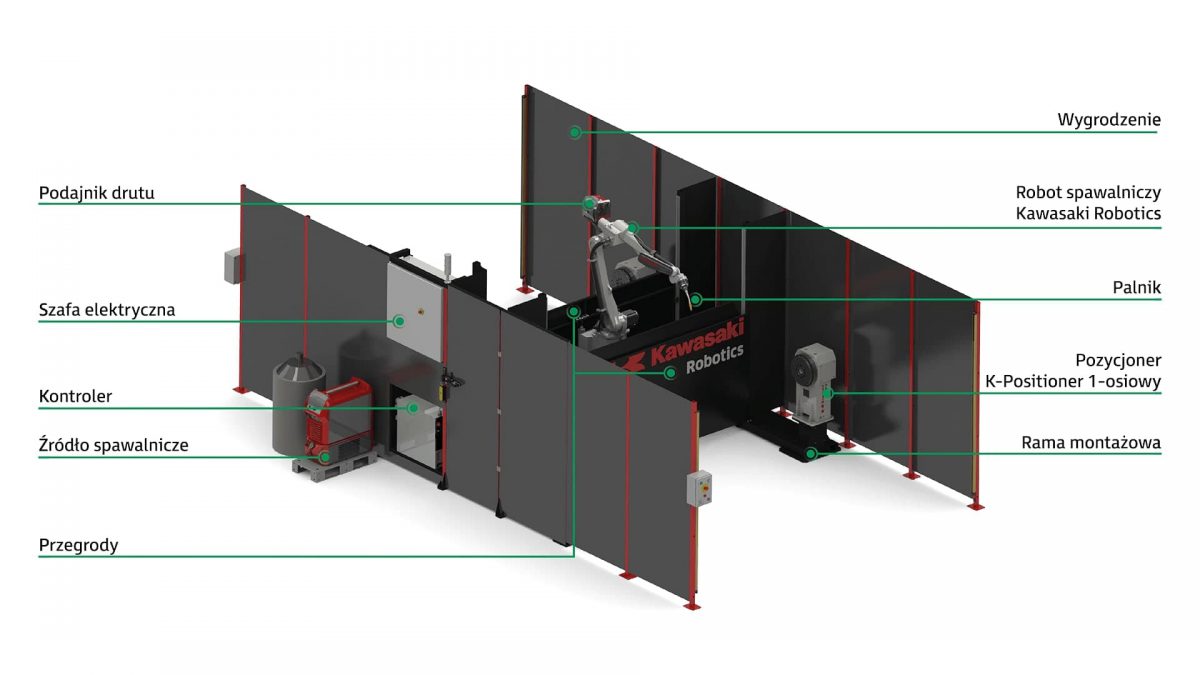
System MES w LOTOS Asfalt zbudowano w oparciu o instalacje PLC, PHD, systemy GL oraz panele operatorskie w nadrzędnym systemie AVEVA MES do zarządzania produkcją oraz AVEVA Enterprise Integrator do integracji wielu źródeł danych. Urządzenia i oprogramowanie dostarczyła firma ASTOR. Głównym wykonawcą i koordynatorem wdrożenia byli konsultanci Improvement Factory (dawniej ASTOR Systems), obecnie Centrum Kompetencyjne AVEVA MES. Partnerem wdrożeniowym była firma integratorska APIS, która zajęła się wdrożeniem, przetestowaniem i uruchomienie modułów funkcjonalnych: moduł OEE (wydajność, dostępność), moduł energetyczny (technologiczny) i moduł rozliczania produkcji. Użytkownicy systemu opracowali, zoptymalizowali i wdrożyli scenariusze obsługi – przy wsparciu Improvement Factory. „Najbardziej przy tej współpracy, cenię otwartość na nasze pomysły i konsekwencję, z jaką ten zespół później je realizuje” – mówi dyrektor Mariusz Pacana
MES przyszłości?
„Dzisiaj załoga sprawnie pracuje z systemem MES i myślę, że w dużym stopniu z niego korzysta” – zapewnia Mariusz Pacana. Kolejnymi krokami będą dalsze szkolenia załogi, doskonalenie samego systemu oraz wprowadzanie w życie pomysłów użytkowników na rozwój systemu w innych obszarach. „Takie systemy wprowadzają szereg udogodnień dla zarządzających i kiedyś będą podstawą przy zarządzaniu w produkcji”
przewiduje dyrektor produkcji w LOTOS Asfalt.
MES – krok po kroku
→ Krok 1: Planowanie
Proces rozpoczyna się w Dziale Planowania. Planista zakłada zlecenie produkcyjne w systemie SAP. Przy użyciu narzędzia AVEVA Enterprise Integrator, zlecenie trafia do systemu MES AVEVA, gdzie jest konfigurowane –zostaje określony zbiornik, w którym odbędzie się produkcja, wydajność produkcji, czasy atestacji itp. Z chwilą zatwierdzenia planu, jest on automatycznie wysyłany e-mailem do kluczowych użytkowników. Planista na bieżąco, w trybie online, może obserwować realizację planu w produkcji. Może także obserwować przyrosty na zbiornikach magazynowych. Dodatkowo, jego sesja systemowa daje wgląd całość instalacji i pokazuje, jakie zlecenie jest aktualnie uruchomione, ile czasu pozostało do zakończenia, z jakich zbiorników pobierane są surowce, z jakimi wydajnościami oraz jakie są odchylenia od zadanych receptur.
→ Krok 2: Receptura
Po zatwierdzeniu planu przez planistę, zlecenie trafia do obróbki przez technologa, który weryfikuje i optymalizuje recepturę, a następnie przekazuje wytyczne dla Działów Realizacji Produkcji. Po zatwierdzeniu zlecenie przez technologa, trafia ono do realizacji.
Zlecenie bez zatwierdzonej receptury nie może się pojawić na ekranie MES u mistrzów produkcyjnych.
→ Krok 3: Realizacja produkcji
Zlecenie zatwierdzona przez planistę i technologa trafia do realizacji i pojawia się trafia na ekran Realizacji Produkcji. W zaplanowanym czasie ustawiana jest odpowiednia trasa produkcji, a następnie zlecenie jest uruchamiane. Od tego momentu wszystkie zdarzenia produkcyjne, takie jak: konsumpcja surowców, zużycie mediów produkcyjnych, ilość produktu gotowego, są zapisywane w systemie MES. Dodatkowe zadania, jak: przepompowywanie pomiędzy zbiornikami i komponowanie asfaltów są również realizowane w tym systemie.
Mistrz produkcyjny na swoim ekranie MES widzi wszystkie zlecenia zaplanowane na trzech instalacjach produkcyjnych. Są tam informacje o typie produkcji, recepturze technologicznej i czasie realizacji. System umożliwia również podgląd parku zbiorników: widać, co znajduje się w danym zbiorniku, jaki jest rzeczywisty poziom wypełnienia produktem, jego temperatura i masa. Każda z instalacji produkcyjnych automatycznie wykrywa stany produkcyjne i rejestruje je. Zapisywane są np. dane dotyczące cyrkulacji i produkcji. Inny ekran pokazuje kluczowe wskaźniki pod kątem dostępności i wydajności instalacji produkcyjnych. Obsługa widzi aktualne poziomy wskaźników i wie, czy są one na poziomie normalnym, czy alarmowym. W systemie dostępna jest pełna historia stanów alarmowych.
→ Krok 4: Rozliczenie produkcji
Po zakończeniu zlecenie produkcyjne w sposób w pełni automatyczny jest rozliczone w systemie SAP. Rozliczenie zatwierdza mistrz produkcji lub zastępca kierownika zakładu, który jest jednocześnie administratorem danych MES.
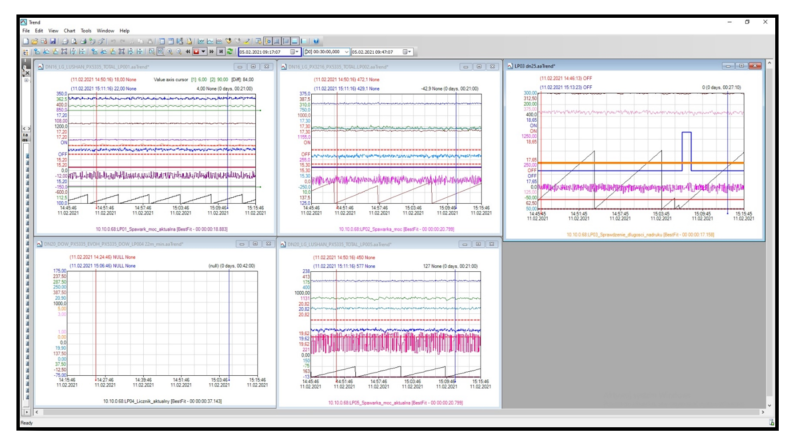
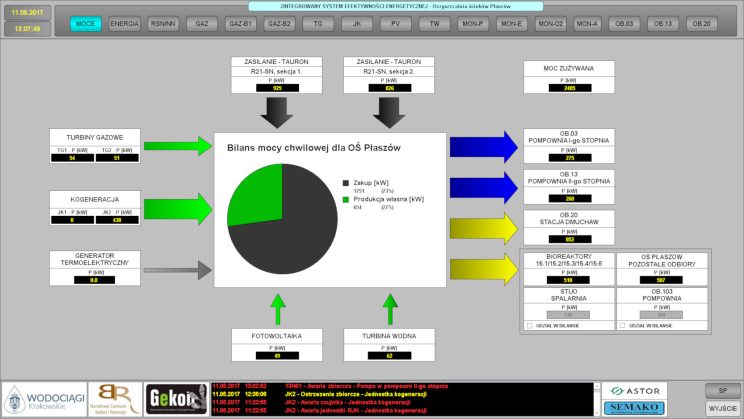
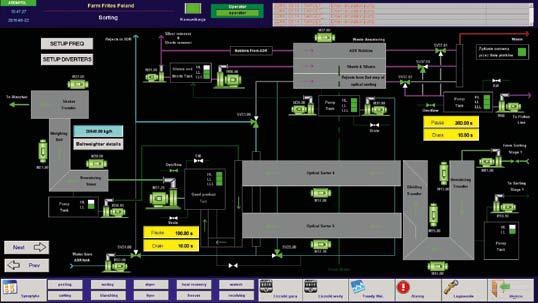
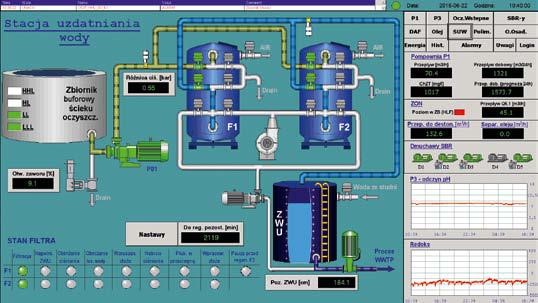
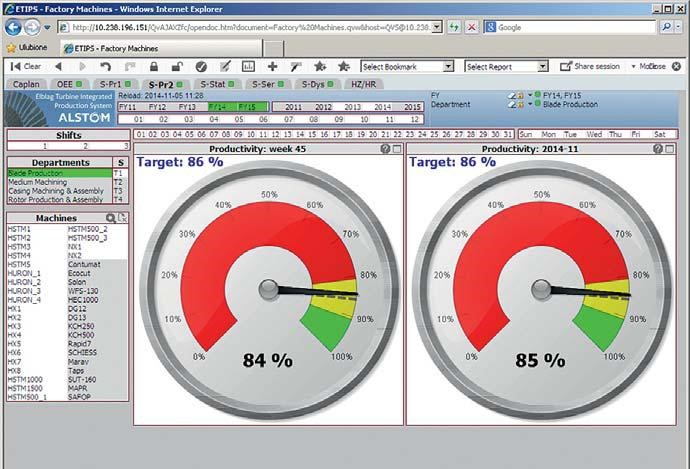
Monitoring zużycia mediów energetycznych
Zagregowane i przetworzone dane są stale widoczne na ekranie umieszczonym w sterowni LOTOS Asfalt. Dla tego zakładu szczególnie istotne jest śledzenie zużycia mediów w czasie rzeczywistym – gazu, pary i energii.
Na ekranie czerwone linie oznaczają limity narzucone przez technologa, który realizuje gospodarkę energetyczną. Przekroczenia linii oznacza, iż obsługa powinna zwrócić szczególną uwagę na dane medium. Mistrzowie produkcyjni w LOTOS Asfalt mają bardzo dużą świadomość biznesową – dlatego optymalnie zużywają media energetyczne. Aby ułatwić to zdanie również operatorom, zużycie mediów prezentowane jest także w złotówkach. Ma to zadanie mobilizujące.